

The Critical Role of 5-Axis Prototype Machining in Modern Manufacturing
In the high-stakes arena of product development, speed and precision are not merely advantages—they are prerequisites for survival. As industries ranging from aerospace to medical devices push the boundaries of geometry and material science, the limitations of traditional 3-axis machining have become glaringly apparent. Enter 5-axis prototype machining: a technology that has transitioned from a niche luxury to a cornerstone of agile manufacturing. By enabling cutting tools to move simultaneously across five different axes, this process allows engineers to produce functional prototypes that are not just models, but faithful representations of final production parts—complexities and all.
The Mechanical Evolution: From 3-Axis to Simultaneous 5-Axis
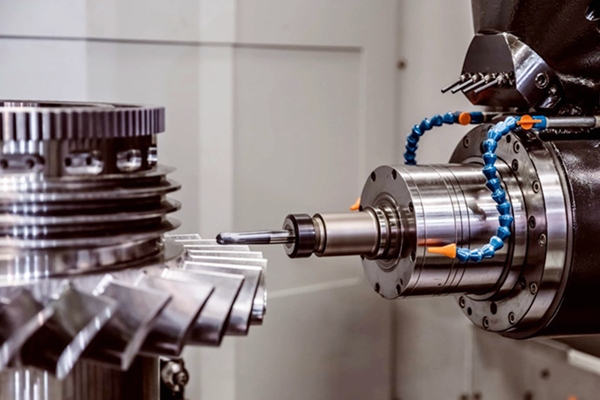
To appreciate the impact of 5-axis machining, one must first understand the bottleneck of its predecessor. Conventional 3-axis milling operates on the X, Y, and Z planes. While effective for simple prismatic parts, it struggles with undercuts, deep cavities, and complex freeform surfaces. To machine a turbine blade or an impeller on a 3-axis mill, an operator would require multiple, time-consuming set-ups, each introducing the risk of cumulative tolerance errors and "witness lines" (visible marks where the tool re-engages the material).
5-axis machining eliminates this inefficiency. By adding two rotational axes (typically A, B, or C) to the three linear ones, the machine can position the part or the cutting tool at virtually any angle. There are two primary configurations: 3+2-axis machining, where the machine locks the rotational axes to approach a feature from a fixed compound angle, and full simultaneous 5-axis, where all axes move continuously during the cut. For prototyping, simultaneous 5-axis is the gold standard, as it allows for the use of shorter, more rigid cutting tools, reduced vibration, and the ability to machine a complete part in a single clamping cycle.
The "Proto" Advantage: Why 5-Axis Excels in Prototyping
Prototyping is the translation of a digital concept into a physical reality for testing, form, fit, and function. 5-axis machining excels in this translation for four key reasons:
Geometric Fidelity
Modern prototypes often require organic shapes, lattice structures, or aerodynamic surfaces. 5-axis machines can follow these complex splines precisely, achieving surface finishes that require little to no hand finishing. This allows wind tunnel testing or fluid dynamics validation to occur on a part that is dimensionally identical to the intended die-cast or forged production unit.
Material Versatility
While additive manufacturing (3D printing) has grown rapidly, it remains limited in material properties. Prototypes for load-bearing aerospace brackets or surgical guides often require the specific thermal or tensile properties of wrought aluminum (6061, 7075), titanium (Ti-6Al-4V), or engineering plastics (PEEK, Ultem). 5-axis machining works with the actual production material—not a proxy—ensuring that failure testing yields valid data.
Speed to First Article
Despite the complexity of the motion, 5-axis machining is remarkably fast. By reducing set-ups from five or six steps to just one, a prototype that might take two weeks to produce conventionally can often be completed in two days. In the context of design iteration, where a team might require three or four physical revisions per week, this time compression is transformative.
Surface Integrity
For functional prototypes that will be coated, anodized, or assembled, surface finish matters. 5-axis "lateral milling" allows the tool to maintain a constant engagement with the workpiece, producing smoother walls and eliminating the "stair-stepping" effect common in 3-axis or printed parts.
The Digital Thread: CAM and Simulation
The prowess of a 5-axis machine is entirely dependent on the software that drives it. Computer-Aided Manufacturing (CAM) for 5-axis work is radically different from 3-axis programming. The programmer must manage tool orientation, collision avoidance, and inverse kinematics.
Critically, modern 5-axis prototyping relies on Digital Twin simulation. Before the spindle even starts spinning, the CAM software simulates the exact toolpath, checking for collisions between the tool holder, the machine head, and the part. In prototyping, where fixtures are often minimal and geometries are untested, this simulation is non-negotiable. It prevents the catastrophic "crash" that could destroy a $500,000 machine tool and a one-of-a-kind prototype billet.
Challenges and Economic Realities
No technology is without trade-offs. 5-axis prototyping is expensive. The machines are capital intensive (often $200,000 to $500,000+), and skilled programmers who understand 5-axis post-processors and tool-length offsets command high salaries. Furthermore, programming time for a 5-axis part can be five times longer than for a 3-axis part, even though the machining time is shorter.
However, the economic equation changes when we consider the cost of not using 5-axis. If a flawed prototype leads to an injection mold being cut incorrectly ($50,000 scrap), or if a medical implant fails validation due to poor surface finish, the savings of a 3-axis approach vanish instantly. For high-value, low-volume parts, 5-axis is actually the most economical path to market.
The Future: Hybrid Manufacturing and Automation
Looking ahead, the role of 5-axis in prototyping is merging with additive manufacturing. We are seeing the rise of hybrid machines that combine laser metal deposition (3D printing) with 5-axis milling. A technician can print a near-net shape of a prototype, then immediately use the same machine's spindle to finish the critical surfaces to high tolerances. This allows for internal lattice structures with precision-machined mating faces—a combination previously impossible.
Furthermore, robotic automation is entering the space. Automated pallet changers and collaborative robots (cobots) are allowing 5-axis prototype cells to run "lights out" overnight, producing a family of different prototypes without human intervention.
Conclusion
5-axis prototype machining is far more than a faster way to cut metal; it is an enabler of innovation. It removes the constraints of "design for manufacturability" during the early development phase, allowing engineers to ask, "What does the physics require?" rather than "Can the machine shop do it?"
As product life cycles continue to shrink and the demand for complex, high-performance components grows, the 5-axis prototype machine shop will become the nerve center of manufacturing. It is the bridge between the theoretical purity of CAD and the gritty reality of the production floor—a bridge built on five axes, spinning at 20,000 RPM.